
Busbar processing includes such activities as: cutting, punching holes and bending. Bending is one of the basic activities performed in order to give the busbar the correct shape. For this type of work we usually use bending machines or busbar processing stations. Let’s get to know the bending machines offered by ERKO.
Bender-puncher HGD 125 – punches holes both oval 8,5-21 mm and round 6,6 – 21 mm and it bends busbars made of aluminum and copper. The maximum busbar measurements are as follows: the width from 30 to 125 mm and the thickness from 5 to 10 mm. The maximum bending angle is 90°. An electric sensor makes the bending process easier, it enables repeatable bending. It works with standard electric hydraulic units produced by ERKO. The force is 190 kN.
HSK 5010 axial bender – it is for making axial bending of busbars to 90°. The busbar measurements are as follows: width 20-50 mm and thickness 3-10 mm. The bending is regulated by an electric sensor with an end switch enabling repeatable bending. It is additionally equipped with spacer insert for busbars with the thickness below 5 mm and adjustable busbar width bracket.
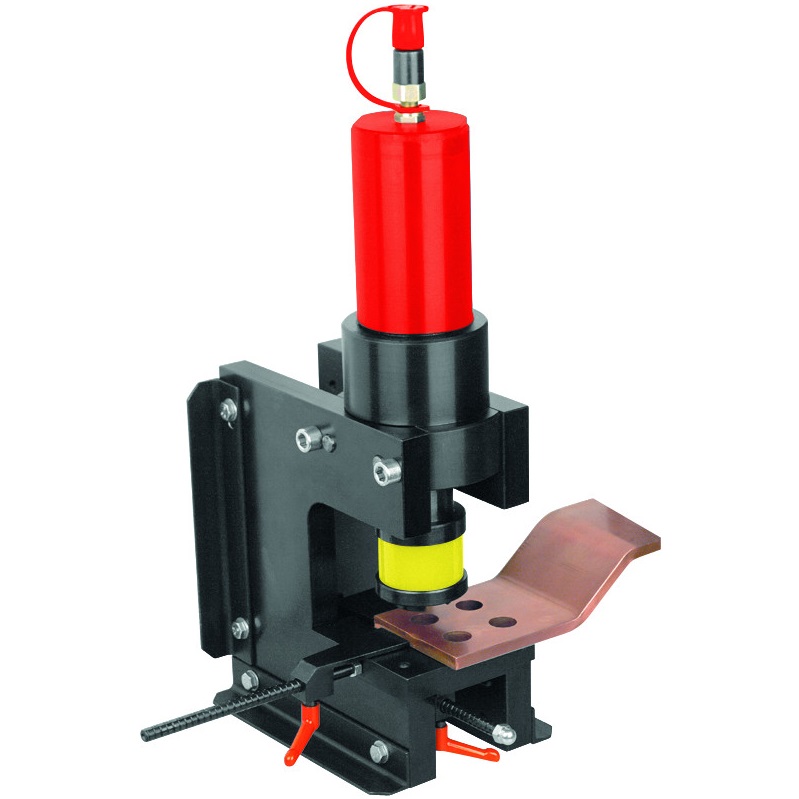
HGP 5010 lateral bender – is used for lateral bending of busbars made of aluminum and copper; the width of the busbar is 20-50 mm and the thickness range is 5-10 mm. The bending angle is up to 90°. It is equipped with bending insert, set of rollers and the stamp with punch clamp. The force is 190 kN.
Busbar processsing stations
Complex busbar processing, including bending, is possible with the help of such stations as: SH 300, SH 600 or SH 400. An example of such station is SH 300, it is for cutting, hole punching, bending and offsetting Al and Cu busbars as well as inserting nuts. The force is 150 kN. It is equipped with an adjustable bending angle indicator with the graduation rate of the resolution is 5⁰. It works with hydraulic units for example aggregates AH 100 or AH 550.
 |
Bending machines in E-catalog. |
